
JIUYUAN
20+ ANSODM et OEM
Électrique et mécanique
20+ ANSODM et OEM
Électrique et mécanique

Catégories
Messages récents
Mots clés
Courte introduction
Les produits anodisés en aluminium ou en alliage d'aluminium sont placés dans une solution d'électrolyte pour le traitement de galvanisation, et le processus de formation d'un film d'oxyde d'aluminium sur la surface par électrolyse est appelé traitement anodisé de l'aluminium et de l'alliage d'aluminium.Après un traitement d'oxydation anodique, la surface de l'aluminium peut produire plusieurs microns - des centaines de microns de film d'oxyde. Par rapport au film d'oxyde naturel d'alliage d'aluminium, sa résistance à la corrosion, sa résistance à l'usure et sa décoration sont évidemment améliorées et améliorées.

Principe bacial
Le principe de l'oxydation anodique de l'aluminium est essentiellement le principe de l'hydroélectrolyse. Lorsqu'on fait passer un courant électrique, la réaction suivante se produit :
A la cathode, H2 est libéré comme suit : 2H + + 2e → H2
A l'anode, 4OH-4E → 2H2O + O2, l'oxygène précipité n'est pas seulement de l'oxygène moléculaire (O2), mais aussi de l'oxygène atomique (O) et de l'oxygène ionique (O-2), généralement exprimé en oxygène moléculaire dans la réaction.
En tant qu'anode, l'aluminium est oxydé par la précipitation d'oxygène sur celui-ci pour former un film d'Al2O3 sans eau : 2AI + 3[O] = AI2O3 + 1675,7kj Il convient de souligner que tout l'oxygène généré n'interagit pas avec l'aluminium, mais une partie de celui-ci est précipité sous forme de gaz.
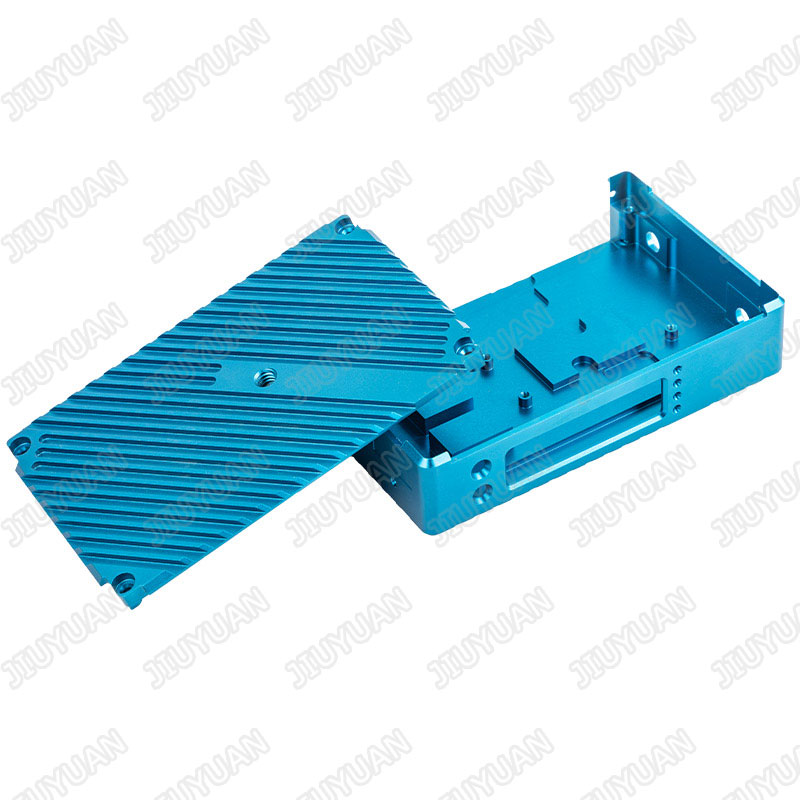
L'oxydation anodique a longtemps été largement utilisée dans l'industrie, commepièces d'usinage CNC en aluminium.Après anodisation, les pièces d'usinage CNC en aluminium peuvent obtenir une apparence étonnante et une bonne capacité antioxydante.
Il existe de nombreuses façons d'étiqueter différents noms, qui peuvent être résumées comme suit :
Selon le type de courant, il peut être divisé en anodisation à courant continu, anodisation à courant alternatif et anodisation à courant pulsé, ce qui peut raccourcir le temps de production pour atteindre l'épaisseur requise, la couche de film est épaisse, uniforme et dense, et la résistance à la corrosion est sensiblement amélioré.
Selon l'électrolyte : acide sulfurique, acide oxalique, acide chromique, acide mixte et solution d'acide sulfonique organique de coloration naturelle d'oxydation anodique.
Selon les propriétés du film, il peut être divisé en film ordinaire, film dur (film épais), film de porcelaine, couche de modification brillante et couche barrière d'action semi-conductrice.
La méthode d'anodisation de l'acide électrosulfurique à courant continu est la plus populaire, car elle convient à l'anodisation de l'aluminium et de la plupart des alliages d'aluminium. La couche de film est épaisse, dure et résistante à l'usure, et une meilleure résistance à la corrosion peut être obtenue après avoir scellé le trou. Le La couche de film est incolore et transparente, avec une forte capacité d'adsorption et une coloration facile. Faible tension de traitement, moins de consommation d'énergie. Le processus n'a pas besoin de modifier le cycle de tension, ce qui est propice à une production continue et à une automatisation pratique des opérations. L'acide sulfurique est moins nocif. que l'acide chromique, large offre, avantages à bas prix.
tél :+8613267205630
WhatsApp :13267205630
E-mail :emily@jiuyuan999.com
Skype :emilymoonjiang






